
全国咨询热线:
139-2139-1203
139-6170-8827

手 机:139-6170-8827/139-2139-1203
邮 箱:594323032@qq.com
网 址:www.wxlaike.com
地 址:江苏省无锡蠡园开发区3-5地块5号房南侧
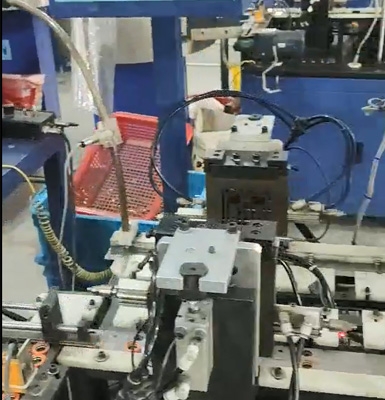
打靶精度高!采用电脑控制,CCD摄像头定位,进口精密丝杆导轨传动,配备精密冲具,进口气缸控制打孔。确保冲孔误差:≤±0.008mm。工作机构采用机械与气动结合,性能稳定,冲孔力大大提高将要冲孔的产品放到CCD可视范围内,组配机将自动扑捉冲孔图案,并自动移动对位完成冲孔,整个过程只需0.4秒。直接在电脑屏上指定要冲的孔型设定工作模式,操作简单易用;特种合金钢下模,经久耐用;高速白钢冲针,冲口光滑 6、中文操作界面,有触摸屏触摸操作特点:电脑屏上指定要冲的孔型、设定工作模式,直接定位打孔、操作简单易懂、精用;特殊的光源识别系统,能自动识别各种材料上的圆形图,自动对位冲孔。

作为自动打孔机的专业的生产厂家,就自动打孔机的常见的问题及处理方法如下:1.打不准的情况,具体问题要具体分析,首先也是最有效的,先进行一下设备的校正。2.打不穿。要检查一下模具是否安装好了,模具是否需要更换,气压是否够力。再者就是合模的情况。3.压脚的不平。检查气缸是否要需要更换。4.模具下去后上不来或者是上得很慢。组配机检查是否需要更换冲模的电磁阀。

自动打孔机是否是完美无瑕呢?,有句成语说得好,“瑕瑜互见。”同样的,相较于传统手动打孔机拥有很多优势的组配机也存在着很多需要完善和改进的地方,这样才能抓住新的机遇,顺应时代发展的需要。如果可以在材料选用上、设备设计上得以节省,做好成本规划分析,把价格控制在行业消费者可支付范围内,则会拥有更广大的市场。二、完善年限短的弊端如果适当提高机械的质量,增长其使用年限,形成长久可靠的机械运行结构,则会获得更多的发展机会惠。三、自动打孔机改进耗电量大的问题如果能够改进它的运行提供组配机设备,提高它的省电性能,这样则会节省很多的成本。

热压机厂家的设备是我们在很多板材加工中都需要使用到的,对于机械设备的使用,要想保证它的作用效果还应该注意它的安装规则。组配机在安装以前需要知道,它应该是设置在合适的位置,而且在安装的过程中,是需要对它进行开挖升降台的地槽,并且长度和位置都是需要注意尺寸的。其次是安装以前,需要很好的确认提供组配机的机器部件是否完整,以及所需要的安装工具是否已经准备好。而在安装完成以后,还需要及时的进行测试,以保证机器能够正常的使用运转,保证板材的加工质量。而且我们在使用的时候还应该注意,是在正常生产之前对设备进行预热和实验,这样可以很好的检验出设备是否可以正常使用,避免在操作加工的过程中出现意外情况。

因为贴面时胶的加热和固化都应在保压阶段结束,所以闭合速度快对工艺和功率均有利,一方面可减少板坯在非压力下的加热,防止板坯表面失水过多,引起翘曲,一同也防止胶的预固化,下降贴面质量;另一方面可以缩短辅佐时刻,提高组配机的生产率。为使压机启闭平稳,一般都设置有机械同步设备或许用液压系统坚持同步。液压缸是液压系统的中心部分,现在大多数木材加工压机均选用柱塞式液压缸。大直径缸柱塞多选用合金铸造,其特点是硬度高,硬度层厚,耐划伤,使用功用优于碳钢热处理柱塞;小直径缸柱塞,以碳钢热处理表面镀硬铬为主,表面硬度层薄。因为热压机一般要求快的启闭速度,接受冲击压,所以缸体有需要选择较高强度的材料。关于一般的小直径、长行程的液压缸,可选用无缝厚壁钢管来制作。关于一些要求高的缸体可以选用铸造或铸造缸。


