
全国咨询热线:
139-2139-1203
139-6170-8827

手 机:139-6170-8827/139-2139-1203
邮 箱:594323032@qq.com
网 址:www.wxlaike.com
地 址:江苏省无锡蠡园开发区3-5地块5号房南侧
简单的区别就在自动贴标机还需要人工放料,而全自动视觉贴标机是不必人动手就可以完贴标签的。全自动视觉贴标机在贴标签技术及速度上提升了,贴标签误差效率提高,不仅贴出来的标签美观而且稳固不易开裂。全自动贴标机能在一分钟内贴好几百个标签,是自动贴标机的好几倍,所以全自动贴标机是包装自动化行业的优选热门贴标签机设备;传统测孔机设备比较简单,通俗一点讲就是把不干胶或者浆糊的标签贴到被贴的物品上,贴标机应用的比较广,很多行业都能用到它,如是制药行业口服液瓶上贴标,全自动卧式贴标机就能独立完成。

作为自动打孔机的专业的生产厂家,就自动打孔机的常见的问题及处理方法如下:1.打不准的情况,具体问题要具体分析,首先也是最有效的,先进行一下设备的校正。2.打不穿。要检查一下模具是否安装好了,模具是否需要更换,气压是否够力。再者就是合模的情况。3.压脚的不平。检查气缸是否要需要更换。4.模具下去后上不来或者是上得很慢。测孔机检查是否需要更换冲模的电磁阀。
因为贴面时胶的加热和固化都应在保压阶段结束,所以闭合速度快对工艺和功率均有利,一方面可减少板坯在非压力下的加热,防止板坯表面失水过多,引起翘曲,一同也防止胶的预固化,下降贴面质量;另一方面可以缩短辅佐时刻,提高测孔机的生产率。为使压机启闭平稳,一般都设置有机械同步设备或许用液压系统坚持同步。液压缸是液压系统的中心部分,现在大多数木材加工压机均选用柱塞式液压缸。大直径缸柱塞多选用合金铸造,其特点是硬度高,硬度层厚,耐划伤,使用功用优于碳钢热处理柱塞;小直径缸柱塞,以碳钢热处理表面镀硬铬为主,表面硬度层薄。因为热压机一般要求快的启闭速度,接受冲击压,所以缸体有需要选择较高强度的材料。关于一般的小直径、长行程的液压缸,可选用无缝厚壁钢管来制作。关于一些要求高的缸体可以选用铸造或铸造缸。

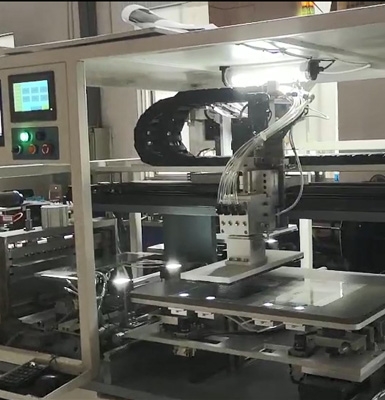
自动贴膜机是专门用于电子/通讯/半导体等作业贴保护膜及防暴膜的机器,可保证无气泡无擦痕贴膜。料带上的自粘性零件在驱动设备的牵引到吸料设备下面的剥料板上,自粘性领引下,通过一系列张紧导向设备被送件剥离后,再自动机械手校正后,被自动贴装到用治具定位的工件上。测孔机设备自粘性零件的自动贴装机,设备功用安稳;操作简略,使用方便;广泛应用于电子/通讯/半导体等作业平面类贴膜机完毕在工件的上平面、上弧面的贴标签和贴膜,如盒子、书本、塑胶壳等,有滚贴和吸贴两种办法,首要根据功率、精度和气泡要求进行选型。

1.偏位方向一致。偏位左边线条可点右箭头,再点击“修正”。确定冲孔图形向右补偿。点一次箭头,修正;自动补偿约0.015mm。2.自动打孔机偏位方向不确定。可在“采样参数”模板先进行“中心校正”,再进行“像点校正”,捕获XY像点值最接近的两个数据,可多次校正。具体方法: 测孔机打开“采样参数”模板,勾选“中心像点”,查看“编辑模板”图形是否为所用模具冲出的白色光圆。若不是白色光圆,可用不透光黑色材料放在金属面板上遮光,点“冲孔”,采样; 中心校正成功。 ‚黑色遮光换个没有漏光的一边,勾选“中心像点”点“像点校正”可冲出五个白色光圈图;出来一组数据,观察XY的像点值,越接近越好,可多次操作。3.自动打孔机检查锁摄像头螺丝有否松动。调节摄像头。

首先,贴片机的结构需要继续改进以及多贴装头组合技术,采用双轨道,这样可以实现一轨道上进行PCB贴片,另一轨道送板,这样就减少了PCB输送时间及贴装头待机停留时间。其次,就是测孔机贴装头与吸嘴技术,主要以闪电贴装头为主。紧接着,运动驱动和线性电动机技术,主要就是利用模糊控制技术,还利用高定位精度及高重复精度,并具有高速度与高加速度。然后就是快速检测技术和供料器技术的利用了,激光与CCD应用配合。后,软件技术的利用,可以直接优化生成提供测孔机贴片程序文件,,适合机器故障自诊断系统,和大生产综合管理系统,能智能化操作系统。


